语言选择:







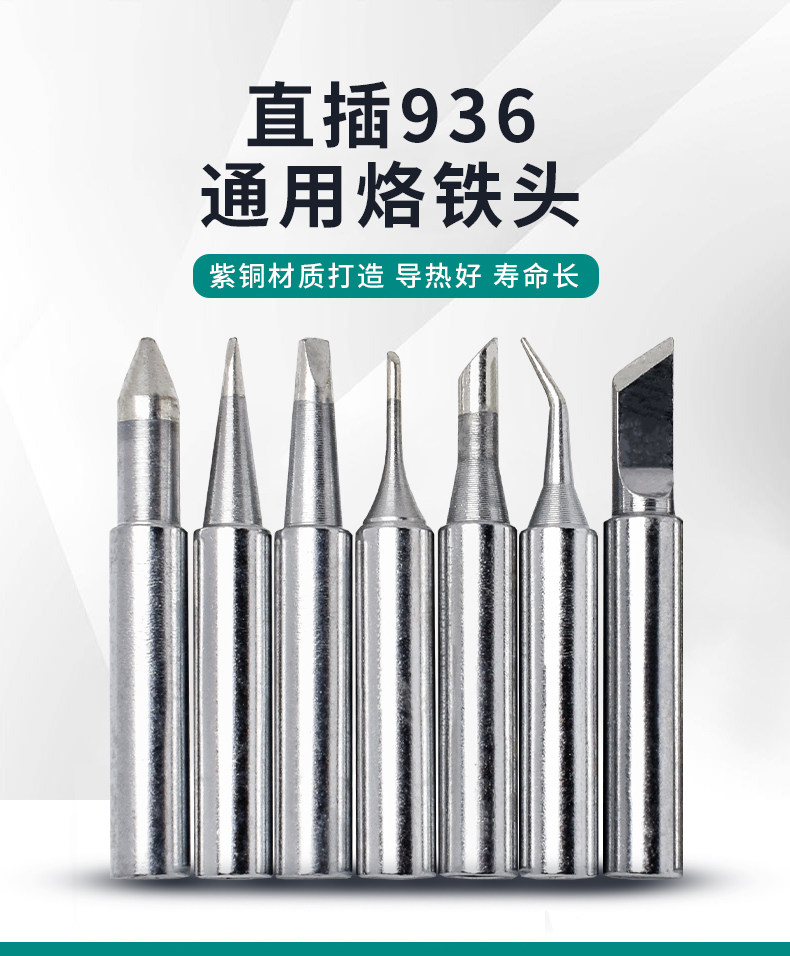








适用于各款936焊台 969焊台
实物原图 未加水印
欢迎盗图 投诉不撤
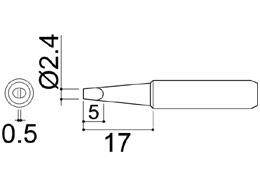
参考尺寸:总长 43mm 直径:6.3mm 内孔:4mm


































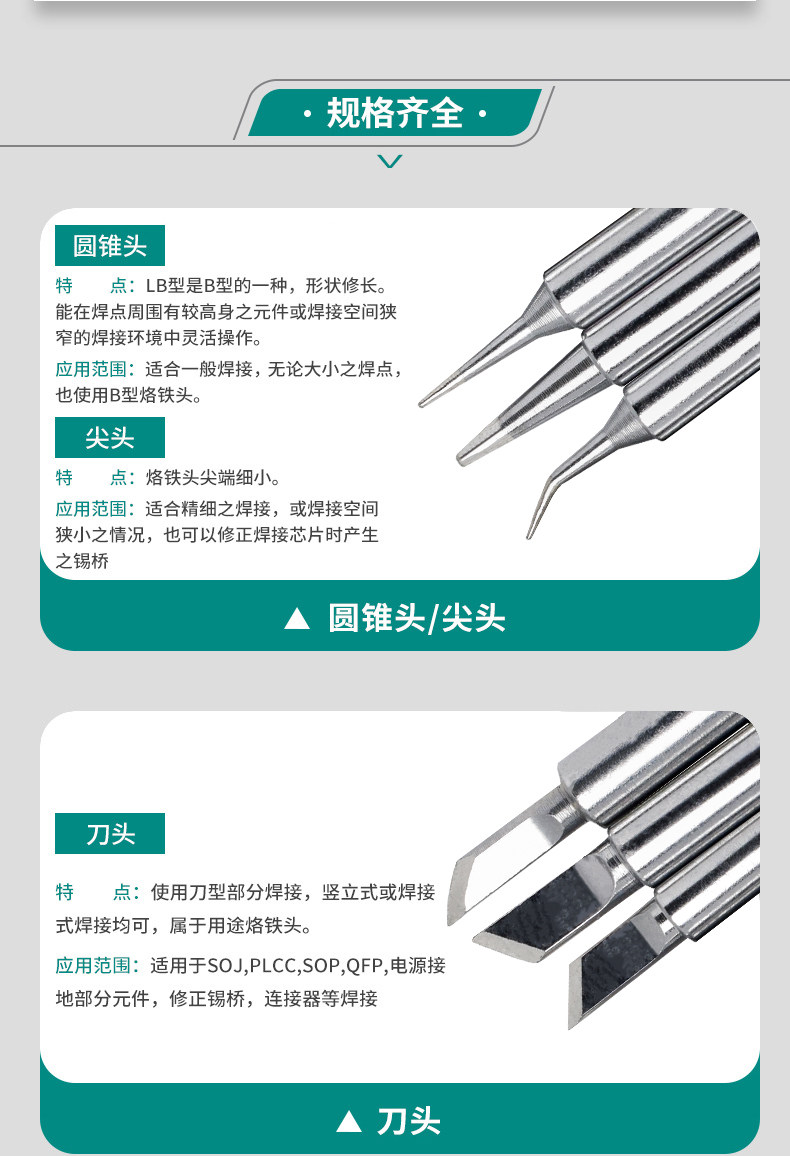
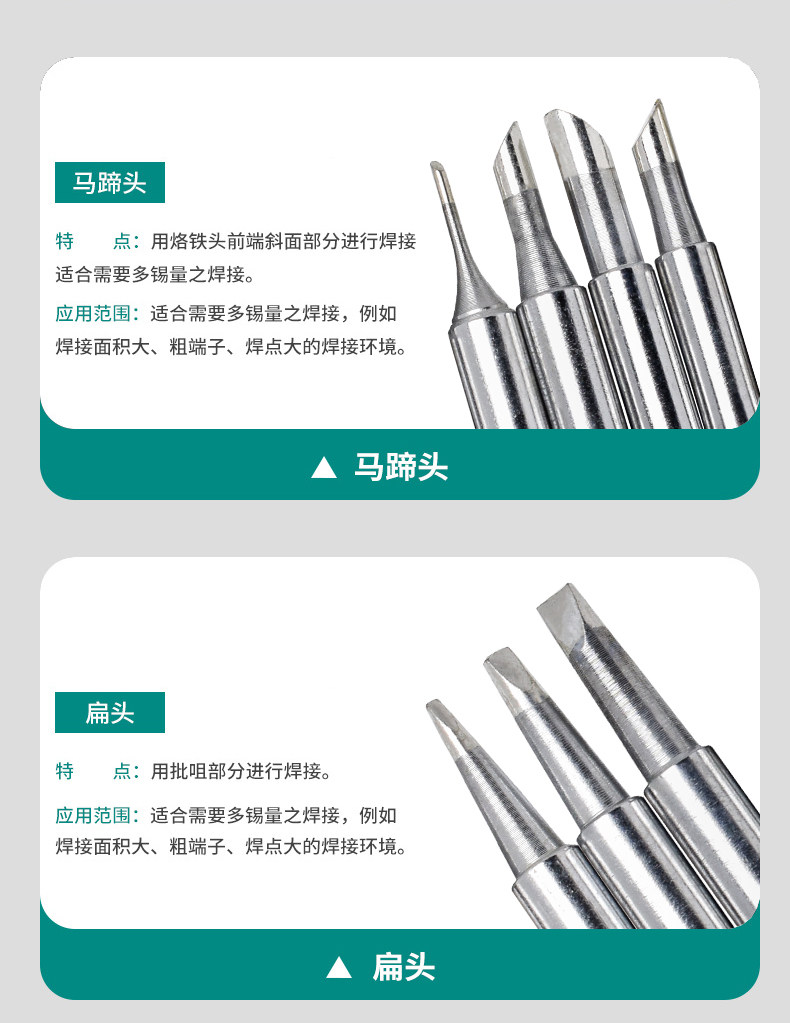
900M-T-K 是刀型,厚度约2.4MM
900M-T-K 1.5mm是薄刀型 厚度为1.5MM
900M-T-1C 1MM 斜口
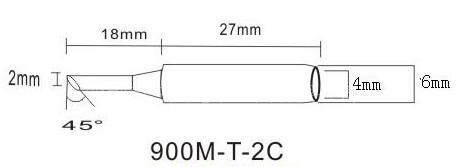
900M-T-2C 2MM 斜口
900M-T-3C 3MM 斜口
900M-T-4C 4MM 斜口
C为斜口,数字代表斜口粗细。
900M-T-0.8D 0.8MM一字型
900M-T-1.2D 1.2MM一字型
900M-T-1.6D 1.6MM一字型
900M-T-2.4D 2.4MM一字型
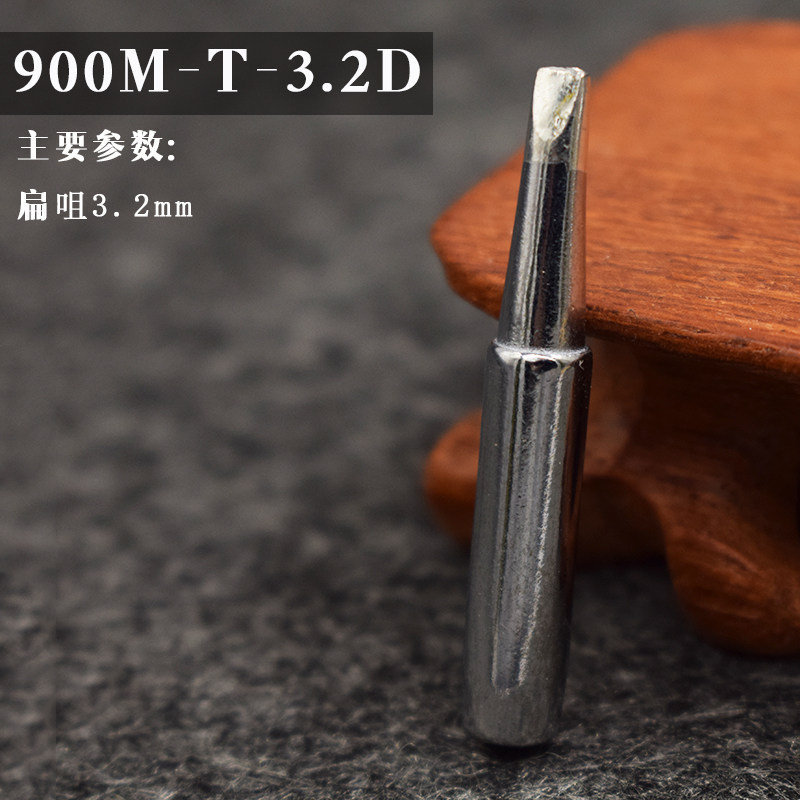
900M-T-3.2D 3.2MM一字型
D为扁头,数字代表扁头宽度。
符合ROHS标准

烙铁头生产工艺及材料
购买前可以了解看看!
1、拉直:成品铜买回来一般是大卷,这时候需要拉伸取直,拉直是生产烙铁头的开始,拉直要求很直才行,否则对产品的质量有很大的影响
2、切断:根据不同型号产品截成相应的长度
3、头部车削:车工的精度决定烙铁头的外观,除了行业普遍标准,工厂也承接客户来样定做可来图订制产品。
4、抛光,去油:振动抛光机抛光,去除车削的头部毛刺
5、镀铁:这是烙铁头品质好坏的关键,所有的烙铁头核心技术皆在于此。为了改善品质,现在已不是单纯的镀铁,全部是电镀铁合金,电镀过程中添加剂的配比也是决定烙铁头品质的一个极为重要因素(磁铁会吸的原因在此!)
6、修正:镀铁后的材料往往会出现变形,需要修正成为需要的尺寸
7、抛光:为电镀外表服务
8、上锡:预上锡是为烙铁头使用服务的
9、外表电镀:一般有镀白铬(显示为银白色),镀镍铬(显示为光亮色),镀黑铬(显示为黑色)。不管什么外表,离不开铬,目的就是为了防止爬锡
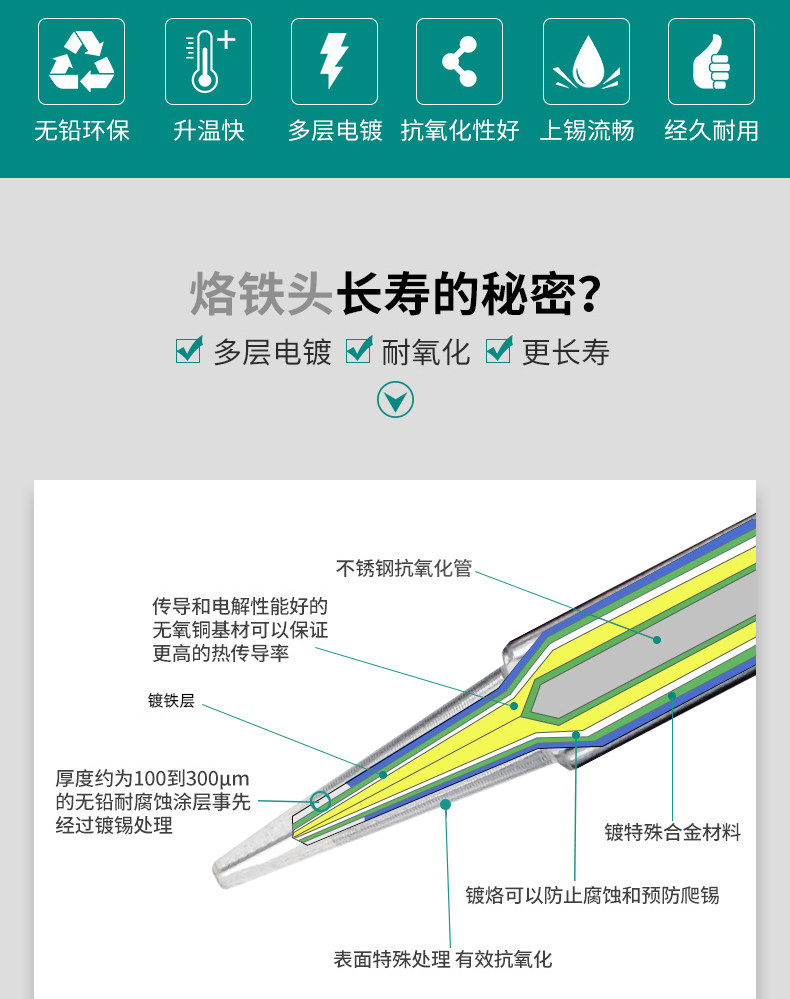
烙铁头是主要有铜、铁、镍、鉻、锡四种金属材料组成的。
铜——作为导热体,是烙铁头的主要成分。占烙铁头材料的85%左右,铜的导热性能好,有利于烙铁头迅速升温,好的烙铁头都是有紫铜做的,但有的厂家用黄铜,为了减少成本,同时也降低了烙铁头的导热效果。
铁——起抗腐蚀的作用,是影响烙铁头使用寿命的关键因素。好的烙铁头镀铁层晶体结构细而密,耐腐蚀效果好,这样的烙铁头使用寿命长,下锡效果好。镀铁技术不好的厂家主要靠镀铁层的厚度来控制烙铁头的使用寿命,通常会出现镀铁层厚了烙铁头不上锡,薄了不耐用。
镍——起到镀铁层防锈的作用,而且便于后面镀鉻。
鉻——不粘锡,防止使用时锡往烙铁头身体上跑。一般烙铁头镀鉻时间在5分钟以上,普通的装饰镀鉻都在1分钟左右。
锡——在头部,在使用是粘锡的部位。
这就是烙铁头材料的组成,缺一不可。

 333
333